
工业设计中塑料产品设计11个原则
产品结构设计总原则就是在产品结构设计时遵循的基本思路及规则,这些基本规则让产品结构设计更合理,无论是塑胶产品还是五金产品,产品结构设计的总原则包括合理选用材料、选用合理的结构、尽量简化模具结构和成本控制等。
塑料件产品大部分是通过塑胶模具注塑成型的,在做塑料件结构设计时,应遵循产品结构设计的总原则。除此之外,塑料还有一些基本的设计要求,如料厚、加强筋、圆角等
一、塑料件厚度
塑料件料厚是塑料件最基本的设计要求,与塑料件的外形尺寸息息相关,一般来说,外形尺寸大的产品料厚要大。塑料件料厚决定了产品的强度、重量、装配等。
(1)塑料件料厚可根据材料的不同及产品外形尺寸的大小来选择,其范围一般为0.6~6.0mm,常用的厚度一般在1.5~3.0mm 之间。
常用塑料件料厚推荐值,小型产品是指最大外形尺寸L<80.0mm,中型产品是指最大外形尺寸为 80.0mm<L<200.0mm,大型产品是指最大外形尺寸L>200.0mm。
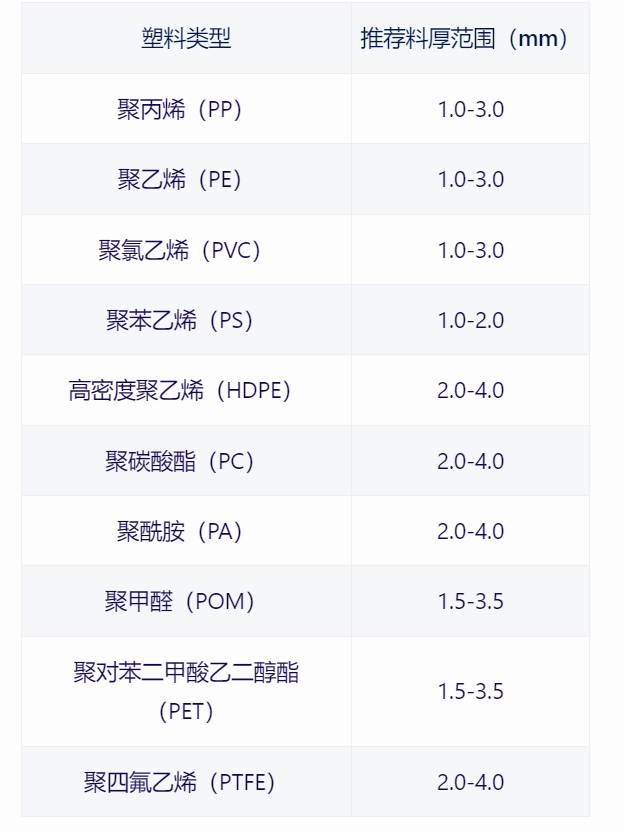
表4-1 常用塑料件料厚推荐值
(2)塑料件料厚尽量均匀,否则会产生塑料件充填不均匀引起变形、局部产生凹陷等缺陷。
如果塑料件因结构需要料厚不均匀时,应逐渐过渡,以免厚度变化太大产生应力集中或者产生局部凹陷影响产品的外观及结构强度。
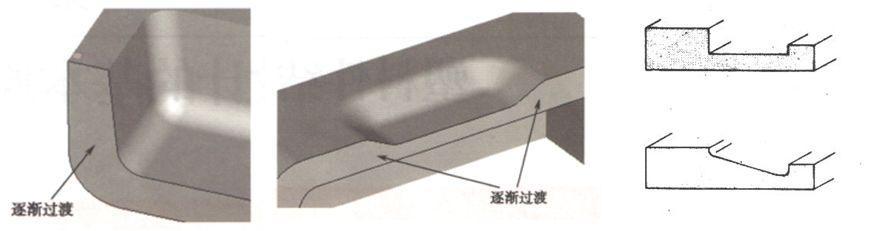
图4-1所示是产品从薄到厚的变化
图4-2所示改善壁厚的设计方法。
技巧提示:料厚变化不能过大,从薄到厚不要超过2.0倍,从厚到薄不要少于原胶位的0.50倍。
二、塑料件的脱模斜度
脱模斜度是指塑料件在出模方向应具有一定的倾斜角度,是满足模具正常出模的必定条件,在设计塑胶件产品时,无论外观还是里面的结构都要有脱模斜度。脱模斜度与产品外观、材料、产品外形尺寸、产品功能相关,脱模斜度的设计要点主要有以下几个方面。
常见塑料做产品的时候的脱模斜度一般如下:
| 塑料种类 | 脱模斜度 |
|---|---|
| 通用塑料 | 一般为1°-2° |
| 工程塑料 | 一般为1.5°-2.5° |
| 特种塑料 | 一般为2°-3° |
具体脱模斜度的大小还会受到以下因素的影响:
塑料的硬度:硬度越大的塑料,脱模斜度越大。
塑料的表面光滑度:表面光滑的塑料,脱模斜度越小。
塑件形状的复杂程度:形状复杂的塑件,脱模斜度越大。
塑件壁厚的大小:壁厚较厚的塑件,脱模斜度越大。
塑件收缩率的大小:收缩率较大的塑件,脱模斜度越大。
例如,对于透明的塑料,由于容易刮伤,因此脱模斜度一般要大于普通塑料。对于有加强筋的塑件,加强筋的高度越高,脱模斜度也要越大。
以下是一些常见塑料脱模斜度的具体取值建议:
| 塑料种类 | 脱模斜度 | 备注 |
|---|---|---|
| 聚乙烯(PE) | 1°-2° | 通用塑料 |
| 聚丙烯(PP) | 1°-2° | 通用塑料 |
| 聚氯乙烯(PVC) | 1°-2° | 通用塑料 |
| 聚苯乙烯(PS) | 1.5°-2.5° | 工程塑料 |
| 聚甲基丙烯酸甲酯(PMMA) | 2°-3° | 特种塑料 |
| 聚碳酸酯(PC) | 2°-3° | 工程塑料 |
| 尼龙(PA) | 1.5°-2.5° | 工程塑料 |
| 聚丙烯酰胺(PAM) | 2°-3° | 特种塑料 |
在设计塑料产品时,应根据塑料的种类、形状、壁厚等因素,合理确定脱模斜度,以确保塑件能够顺利脱模。
技巧提示:塑胶产品应防止在出模时外观面拉伤,无论选用什么材料,建议外观面的脱模斜度不要少于3°。
脱模斜度方向的确定方法如下:
(1)产品外观外形以大端为基准,斜度采用减胶拔模方式向小端取得
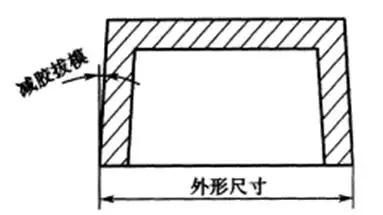
图4-3 外形脱模斜度方向的确定
(2)内孔以小端直径为基准,斜度采用减胶拔模方式向扩大方向取得

图4-4 内孔脱模斜度方向的确定
(3)筋位以大端为基准,斜度采用减胶拔模方式向小端取得
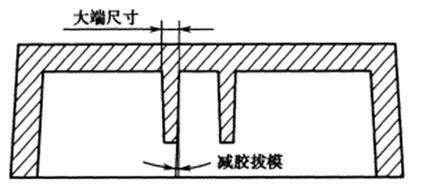
图4-5 筋位脱模斜度方向的确定
(4)特殊情况下为保证均匀料厚和模具顺利出模,一侧减胶拔模,另一侧需加胶拔模
图4-6 特殊情况下脱模方向的确定
技巧提示:塑胶产品在进行结构设计时,严格来说所有拔模斜度都要做出,但在实际工作中,凡是重要配合面的拔模斜度一定要做出,非重要面(如筋位)的拔模斜度一般无须做出,模具设计人员会根据公司内定标准做出拔模角度。
三、塑料件的圆角设计
在进行塑料件产品结构设计时,为了提高产品强度和避免胶件注塑时应力集中、便于脱模,产品各面相交之间应设计过渡圆角
图4-7 过渡圆角
(1)产品结构设计无特殊要求时,过渡圆角由相邻的料厚决定,内侧圆角半径(R)一般取值范围是料厚(t)的0.50~1.50倍,但最小圆角半径不得小于0.30mm
图4-8 过渡圆角的设计
(2)产品内外表面的拐角处设计圆角时,应保持料厚均匀,如图4-9所示,Ra=Rb+t。
图4-9 内外圆角与料厚的关系
(3)在进行塑胶件产品结构设计时,尤其要注意模具的分型面不要有圆角,除非产品有特别要求。如果分型面有圆角,则会增加模具制作难度,在产品的外表面也会留下夹线痕迹,影响外观
图4-10 模具分型面上不要有圆角
(4)产品的外观面和内表面能接触到的地方不允许有尖角利边,必要时作倒圆角处理,最小圆角半径不要小于0.30mm,以防刮伤手指,尤其是做玩具类产品结构设计时要特别注意。公众号《机械工程文萃》,工程师的加油站!
图4-11 外观面倒圆角防刮手
四、塑料件的加强筋设计
有时在不改变料厚的前提下,为了提高塑料件的强度和刚度,就需要合理设计加强筋,加强筋在塑料产品中的作用是提高塑胶件产品强度和刚度,防止塑件变形,同时也有利于注塑时原料的流动。
加强筋的应用有长条形网格加强筋,也有圆形网格加强筋。
图4-12 长条形网格加强筋
图4-13 圆形网格加强筋
(1)加强筋的设计要求
图4-14 加强筋厚度设计
尺寸说明:
尺寸A是加强筋的大端厚度,取值范围在0.4t~0.60t,一般取值是料厚的50%。
尺寸B是加强筋的高度,一般要求不大于3t。
尺寸C是两个加强筋的距离,一般要求不小于4t。
尺寸D是加强筋离零件表面的距离,一般要求不小于1.00mm。
(2)螺丝柱的加强筋。
如果螺丝柱过高或者需要承受一定的力度时,就需要设计加强筋以增强其强度,有远离侧壁螺丝柱的加强筋,也有靠近侧壁螺丝柱的加强筋。
图4-15 远离侧壁螺丝柱的加强筋
图4-16 靠近侧壁螺丝柱的加强筋
图4-17 螺丝柱的加强筋设计说明
螺丝柱的加强筋设计
尺寸说明:
尺寸A是加强筋上端的平面宽度,应不小于0.50mm。
尺寸B是加强筋底端的宽度,取值范围是螺丝柱高度的0.20~0.50倍。
尺寸C是加强筋离螺丝柱顶端平面的距离,应不小于1.00mm。
(3)如果在支撑面做加强筋,加强筋应低于支撑面,以保证支撑面平齐
图4-18 加强筋低于支撑面
五、塑料件的支撑面设计
支撑面是承受产品重量的底面,对于稍大尺寸的产品而言,如果用整个面做支撑面,则不利于底部的平整,所以需要设计一些凸边或者凸台、凸点来支撑。支撑面的高度应根据产品的外形尺寸来定,一定取值范围是0.30~2.00mm
图4-19 支撑面设计
六、塑料件孔的设计
孔是产品结构设计中经常碰到的,常见的孔有两类,一类是圆形孔,另一类是非圆形孔。设计孔的位置时,应在不影响塑料件强度的前提下尽量减少模具加工的难度。
(1)常见孔的设计要求
图4-20 常见孔的设计
尺寸说明:
尺寸 A 是孔之间的距离,孔径若小于3.00mm,建议 A 数值不小于 D;孔径若超过3.00mm,则A数值可取孔径的0.70倍。
尺寸B是孔与边的距离,建议B数值不小于D。
(2)孔径与孔深的关系
图4-21 孔径与孔深的关系
尺寸说明:
尺寸A是盲孔的深度,建议A数值不大于5D。
尺寸B是通孔的深度,建议B数值不大于1 0D。
技巧提示:这里讲的孔不包括螺丝柱的内孔。
(3)螺丝头孔优先选用(a)所示的形式,如果结构需要选用(b)所示的形式时,锥形面应低于端面且不少于0.50mm,以免孔表面裂开。
图4-22 螺丝头孔的设计
七、塑料件上的文字图案设计
塑料产品上的文字及图案分为凸出表面和凹下表面两种,其加工方式一般也有两种,小型文字及图案由模具蚀刻获得,稍大的文字及图案由模具加工直接得到。
图4-23 凸出文字
图4-24 凹形文字
(1)塑料产品上的文字及图案最好采用凸出表面的方式,这样在模具上就是凹下表面的,模具加工简单很多。如果因为结构需要表面不允许有凸起时,可采用将有文字或者图案的区域凹下表面一定的深度,然后在凹槽内凸出文字或者图案,这样既满足了结构的要求,又便于模具制作。凸出文字表面最好比凹槽表面低0.10mm左右。
图4-25 凹槽中的凸出文字
(2)塑料产品上的文字及图案,凸出表面高度一般为0.15~0.30mm,凹形文字及图案深度为0.15~0.25mm
图4-26 文字尺寸说明
尺寸说明:
尺寸A是文字的笔划宽度,建议不小于0.25mm。
尺寸B是两字符的间距,建议不小于0.40mm。
尺寸C、D是字符离边缘的距离,建议不小于0.60mm。
八、塑料件的螺纹设计
螺纹用于连接零件,在塑胶产品上也经常用到。塑胶产品上的螺纹与五金产品有些不同,塑胶产品上的螺纹通过模具注塑成型,精度相对不高,细的螺纹很难成型;而五金产品上的螺纹是通过机械加工而成的,精度高,能加工很细的螺纹。
图4-27 内外螺纹区分图
(1)塑料产品上的螺纹直径不能太小,外螺纹直径不小于3.00mm,内螺纹直径不小于2.00mm,螺纹的螺距不小于0.50mm
图4-28 螺纹直径设计要求
(2)为保证内外螺纹良好旋合,塑胶螺纹的配合长度不宜过长,建议其配合长度L不大于2倍螺纹直径
图4-29 螺纹的配合长度
(3)塑胶螺纹的第一圈容易崩裂或脱扣,且为了便于脱模,需要在螺纹的首尾端设计一段无螺纹的圆柱面,圆柱面高度不小于0.50mm
图4-30 螺纹首尾端设计
九、塑料件的嵌件设计
塑料件上的嵌件是指在模具注塑时将其他材料的零件植入塑料产品中,与塑胶产品结合在一起。嵌件使用最多的就是金属类零件,小型嵌件如螺丝、螺母;稍大嵌件如手机产品中为了减小厚度在电池仓下的底面采用的不锈钢片等。嵌件的主要作用是提高塑料件的机械强度及耐磨性能等。设计金属嵌件的基本要求有以下几个方面。
(1)嵌件对尺寸精度要求高,如螺母类零件,螺母的外形尺寸与螺纹直径差异稍大就会导致其在模具中很难定位。
(2)嵌件的强度要足够高,由于模具注塑压力大,强度不够的零件容易被损坏。
(3)嵌件与塑胶料要有紧密的结合,且不能松脱、摇动。圆柱形嵌件需要在外观上进行滚网格花纹处理,以增强附着力。
(4)如果嵌件材料为片材类如不锈钢片,为防止脱落,四周侧壁上应多设计一些挂台及切口嵌入塑料内。
(5)嵌件的外形最好设计成圆柱形,以便在模具中放置与定位。
(6)嵌件的外形尺寸不易过大,厚度不易过薄,防止在注塑时变形。
(7)金属嵌件外包塑料的厚度设计
表4-3 金属嵌件外包塑料的厚度
十、塑料件的自攻牙螺丝
自攻牙螺丝是一种粗牙螺丝,通过自身的螺纹实现“攻”、“钻”、“挤”、“压”,从而让两个零件进行紧固连接,其广泛应用于塑料、较软的金属、木制品等之间的连接。
自攻牙螺丝的分类
Classification of self tapping screw
(1)按头型分为圆头、沉头、圆头加垫圈、六角头、圆柱头、半圆头、半沉头等
图4-31 自攻牙螺丝头型
(2)按槽型分为十字形、内六角形、一字形、梅花形、菊花形、三角形、四方形等
图4-32 自攻牙螺丝槽型
(3)按牙尾型分为平尾、尖尾、平尾开口、尖尾开口等
图4-33 自攻牙螺丝牙尾型
(4)自攻牙螺丝的命名举例说明。
① PB2.60mm×4.00mm是代表圆头平尾2.60mm的自攻牙螺丝,长度为4.00mm。
② PWB2.60mm×5.00mm是代表圆头加垫圈平尾2.60mm的自攻牙螺丝,长度为5.00mm。
③ PA2.60mm×6.00mm是代表圆头尖尾2.60mm的自攻牙螺丝,长度为6.00mm。
④ KB2.60mm×5.50mm是代表沉头平尾2.60mm的自攻牙螺丝,长度为5.50mm。
⑤ PAT2.60mm×7.00mm是代表圆头尖尾开口2.60mm的自攻牙螺丝,长度为7.00mm。
自攻牙螺丝计算长度
Calculate length of self tapping screw
图4-34 自攻牙螺丝长度计算
自攻牙螺丝与机牙螺丝的区别
The difference between self tapping screw and machine screw
1.外形比较
(1)相对来说,自攻牙螺丝比机牙螺丝牙距要大,牙型要粗。
(2)机牙螺丝牙尾型是没有尖尾的,也没有开口的。
2.有无螺母
(1)自攻螺丝由于有自攻特性,无须螺母,只要有孔就行。
(2)机牙螺丝需要螺母或者与螺丝牙型配套的螺纹孔。
3.应用范围
(1)自攻牙螺丝与机牙螺丝常用于塑料、薄的或者软的金属件、木制品等。(2)机牙螺丝常用于金属件的连接,如果用于其他材料,需预埋螺母。
4.拆卸次数
(1)自攻牙不宜经常拆卸,否则会因滑牙而失效。
(2)机牙螺丝能经常拆卸。
自攻牙螺丝、螺丝柱的设计
Self tapping screw, screw column design
自攻牙常用于塑料,塑料件自攻牙螺丝柱尺寸。
图4-35 螺丝柱设计
尺寸说明:
尺寸A是自攻牙螺丝柱内径。
尺寸B是自攻牙螺丝柱外径。
尺寸C是两个螺丝柱限位间隙。
尺寸D是限位高度。
尺寸E是螺丝头支撑胶位厚度。
尺寸F是两个壳体螺丝柱Z向间隙。
尺寸G是穿过螺丝的孔直径。
尺寸H是锁螺丝壳体螺丝柱的壁厚。
尺寸I是螺丝头的过孔直径,比螺丝头直径要大0.20mm。
自攻牙螺丝柱深度不小于2.50mm,螺丝越大,深度相应增加。
自攻螺丝常用长度有2.50mm、3.00mm、3.50mm、4.00mm、4.50mm等。
表4-4 自攻牙螺丝柱配合尺寸
技巧提示:以上数据是根据ABS塑胶材料来定的,如果是较硬的塑料,自攻牙螺丝柱内径可适当做大,如果是较软的塑料,自攻牙螺丝柱内径可适当做小。
自攻牙螺丝材料及常用表面处理
Self tapping screw material and common surface treatment
自攻牙螺丝常用的材料有铁、低碳钢、中碳钢、不锈钢、黄铜等。常用表面处理有镀镍(银白色)、镀锌(蓝锌或白锌等)、镀铜(红铜或黄铜等)、镀铬(银白色或黑色)、氧化、煲黑等。
技巧提示:不锈钢螺丝表面可不用处理,主要用于高端产品。
十一、塑料件的尺寸精度
塑料产品的精度不高,影响塑料产品精度的原因有多方面,如塑胶材料的种类、塑料产品形状及尺寸、模具设计及加工水平、注塑参数等。国家对塑料件的精度颁布了公差标准,划分了精度等级
表4-5 塑胶产品公差数值表
技巧提示:公差标准通常作为参考,在实际工作中,一般采用实际装配的方式来检验塑胶产品的合理性。举个简单的例子,如果生产出来的塑胶产品符合国家公差标准,但实物装配起来还是有比较明显的间隙,这就需要根据间隙的大小来修改模具。
在塑胶产品上标注公差时,重要的尺寸公差直接标注在尺寸上,非重要的尺寸公差列表说明即可。
对于精度要求高的产品,重要尺寸选用表4-5中的第一级公差,非重要尺寸选用第二级公差。
表4-6 塑料制品精度等级的选用






